SRS Engg Co. is one of the best industrial conveyor manufacturers, providing a variety of material flow systems for the production lines across multiple industries. We aim to reduce manual effort, improve flow efficiency and minimize interruptions in the chain of production. While doing so, our conveyors maintain excellent accuracy. These designed to balance load capacity with operating conditions. Wear-resistant liners and belts are included to handle highly abrasive materials. Our range includes multiple designs with different capacities for various grain bulk densities. Our selection charts make it easy for the buyers to choose the right conveyor for their particular application.





As one of the leading industrial conveyor manufacturers, we understand the demands of the modern industries. They want a material handling system that aligns with the pace of their production. Our conveyors simplify the movement, reduce the effort of operators, and fit with the modern production settings.
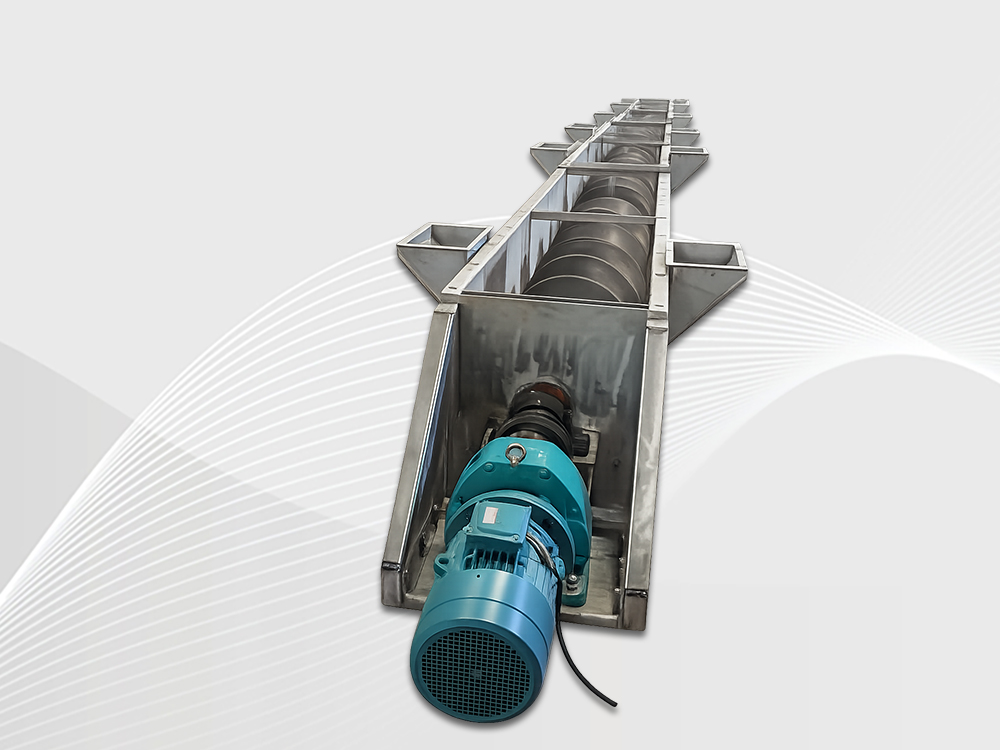
Screw Conveyor: This conveyor uses helical screw blades inside a tube or trough to move the bulk materials. The blades push the materials forward on being activate by the motor. We manufacture screw conveyors of 3 to 80 TPH capacity. Our screw diameters range from 50 to 900 mm.
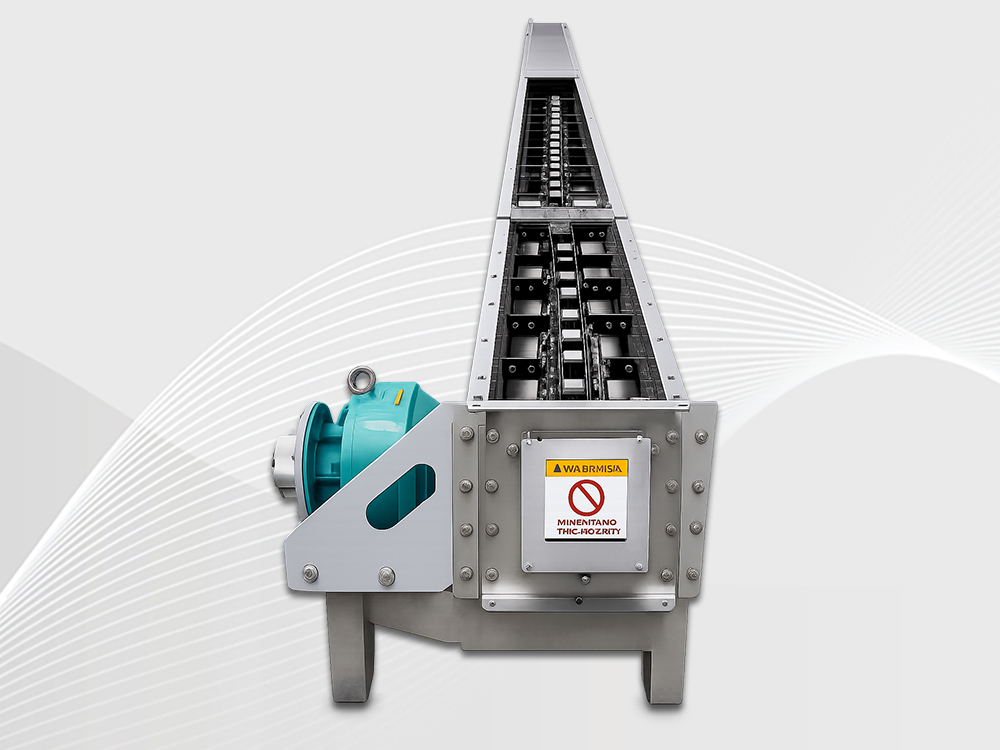
Chain Conveyor: In this type, the chains run over sprockets to move the material. Our chain conveyors are available in 7 to 150 TPH capacity, signifying the high versatility of the system. These are capable of handling bulky containers and heavy items.
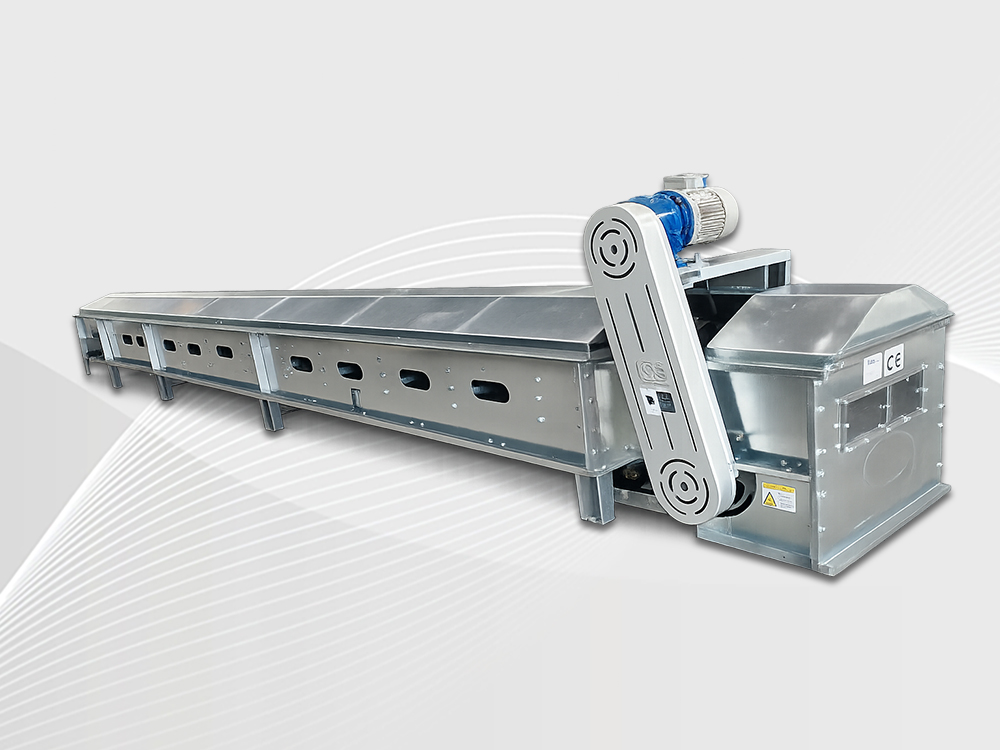
Belt Conveyor: Our long band of belt conveyor is motorised and tension is created using pulleys. We provide them in lengths of 300mm to 1000mm.
Pipe Conveyor: The bulk materials that are sensitive to dust and leakage are transported through enclosed pipes. Our pipe conveyors range from 10 to 60 TPH. The pipes can follow the complex horizontal or vertical curves.
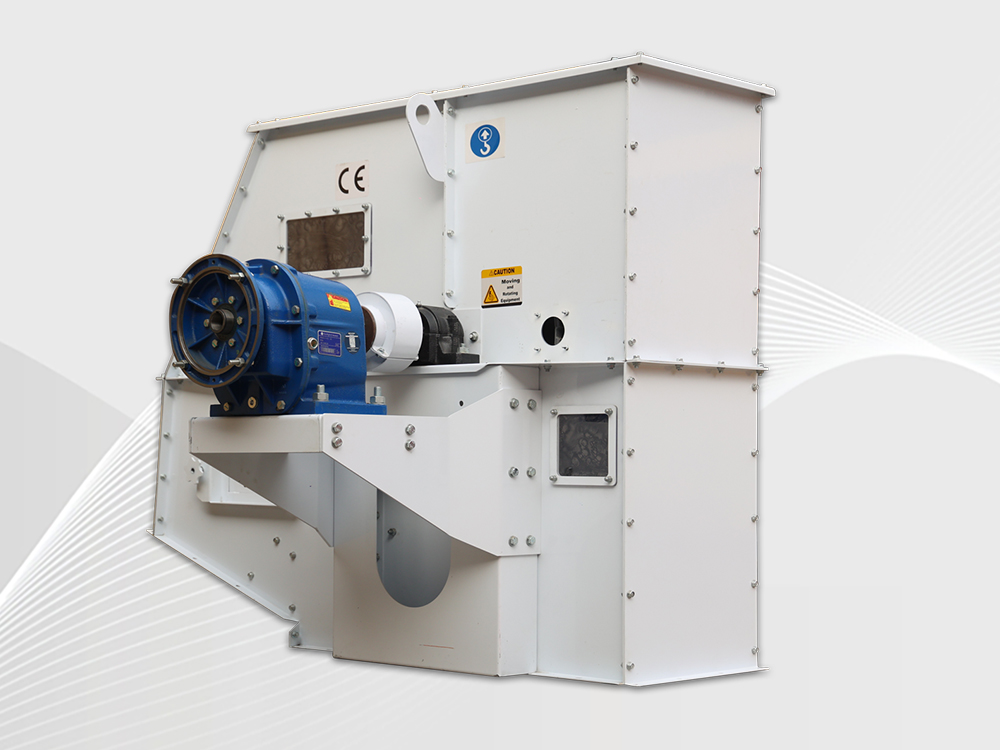
Bucket Elevator: We provide bucket elevators for vertical material handling operations. These are available in 5 to 125 TPH capacity.
Built with a rugged design and high-grade mild steel to withstand industrial conditions.
Horizontal, vertical and inclined, all angles of conveying are provided.
Designs are modular to adapt to the industrial application requirements.
Safe operations are ensured by a zero-speed switch, overflow and choke-up sensors.
Multiple discharge points with a brush mechanism to avoid carryover.
A wide range of materials can be conveyed, including rice, maize, seeds, corn, pulses and even fine particles.
SRS Engg Co. is one of the preferred choices of engineers and factory managers looking for industrial conveyor manufacturers. Our comprehensive solutions are engineered for the modern industries where efficient material handling is needed. Based on the load, shape, type, and material qualities, we offer numerous options for the clients. Each of our conveyor systems is strictly checked for safety and performance before dispatch. Our team provides detailed guidance and maintenance instructions after commissioning the system in the factories.



Phone No.
Email id
Address